Micronora
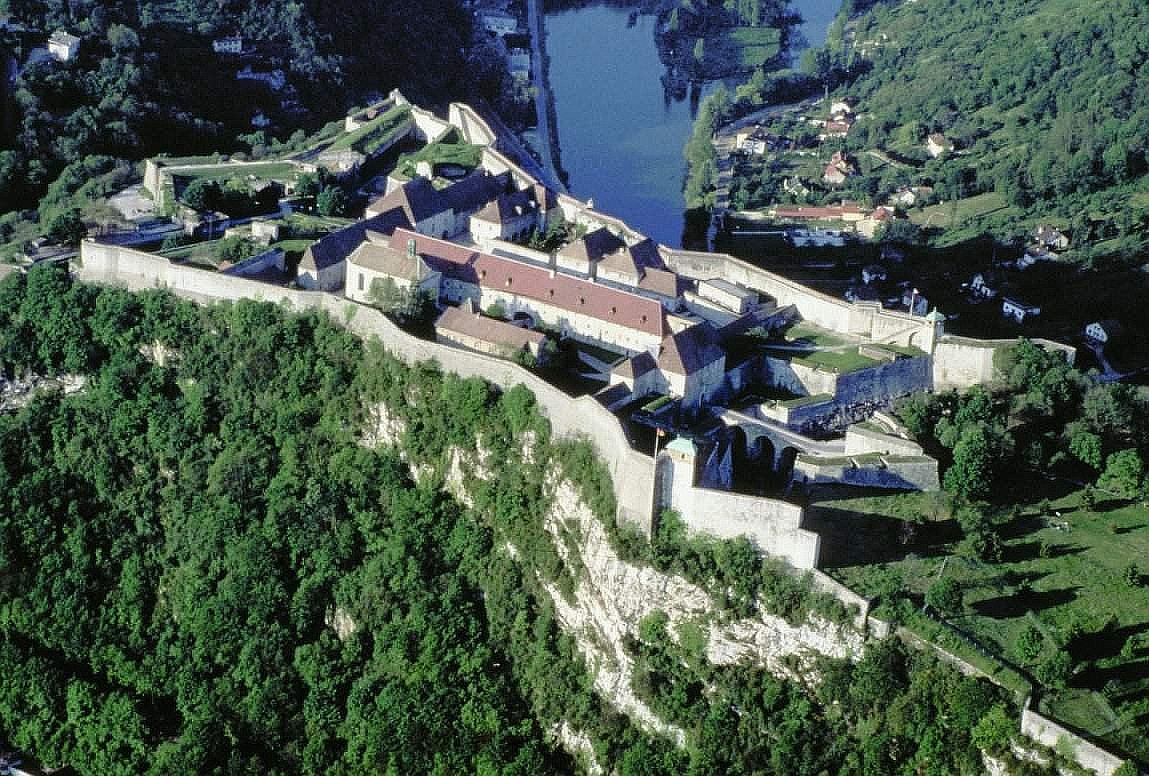
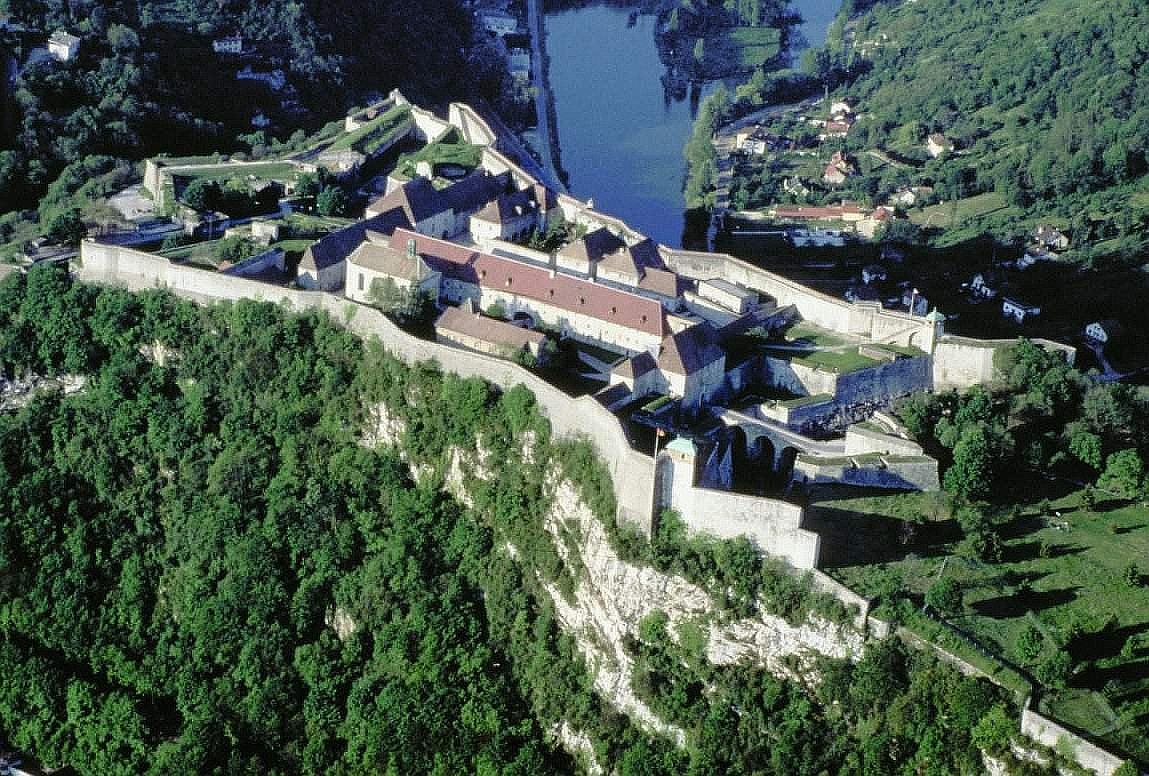
Micronora, the place to Be à Besançon cette année !
Créé à l’origine pour assurer la promotion des techniques horlogères et de la micromécanique, le salon Micronora s’est reconverti en 1976 vers les techniques de précision à l’instar du tissu industriel frappé par la crise horlogère.
La micromécanique et la microélectronique ont progressivement été associés dans les produits de l’industrie. C’est pourquoi en 1980, Micronora a une nouvelle fois affiné son image de marque en adoptant l’appellation microtechniques.
Le salon Micronora est aujourd’hui un salon international, leader dans le domaine des microtechniques et de la précision. Il rassemble plus de 900 exposants dont 35% étrangers.
Le nom Micronora est composé de deux éléments :
- Micron pour l’idée de précision au micromètre
- Ora en référence à Hora un mot latin signifiant “période de temps” et faisant référence à l’horlogerie


Ce salon très ciblé réunit l’ensemble de la filière microtechnique et propose une offre multi-technologique très large, allant de la R&D à la sous-traitance en passant par les technologies de production.
Tous les métiers de la précision, de la miniaturisation et de l’intégration de fonctions complexes sont représentés. Ils sont en effet devenus indispensables pour la réalisation de produits de plus en plus intelligents.
L’ensemble des marchés sont concernés, plus particulièrement l’aéronautique, le luxe, le médical, l’armement, le nucléaire, l’automobile ou encore les télécommunications.
Grâce à leurs champs d’applications innombrables, les microtechniques détiennent un atout indéniable qui permet aux exposants de se diversifier et de s’ouvrir à de nouveaux marchés.
Avec i4, vous avez l’assurance de devenir une entreprise innovante et dynamique.
Vous souhaitez en savoir plus ?
Prenez rendez-vous dès maintenant avec l’un de nos experts !
HLP Group s’appuie sur sa solution i4 (industrie 4.0) solution digitale la plus complète du marché, pour piloter et améliorer votre performance opérationnelle et vous accompagner dans votre transformation 4.0
Avec elle, améliorez votre excellence opérationnelle, digitalisez vos process et augmentez votre performance.
Au programme du salon, durant 4 jours de nombreuses animations vont rythmer cette édition 2022 :
- Le Zoom, animation phare du salon : mi-laboratoire, mi-exposition, elle sera dédiée aux « nouveaux matériaux et nouveaux process dans les microtechniques »
- Les conférences & pitches sur des thématiques tels que l’innovation, l’industrie 4.0, technologies Laser, micro-nanotechnologies, matériaux et process
- Le Micro Nano Event, rendez-vous BtoB européen, permettant aux entreprises/laboratoires de recherche d’initier des partenariats
- Les trophées Microns et Nano d’Or qui seront remis par un jury d’experts aux meilleures innovations des exposants.
Retrouvez HLP au salon Micronora au stand 408, hall B2 !
Une performance déjà opérationnelle pour votre entreprise !
i4 est une solution digitale développée par HLP Group, en collaboration avec LCB Sàrl. Grâce à notre application, connectez-vous directement à vos machines ainsi qu’à votre système d’information (API avec ERP, …) par le biais de notre boîtier technologie SmartLink, à l’installation instantanée. Récoltez ainsi l’intégralité des données de votre parc machines.
Bénéficiez d’une supervision complète, où que vous soyez, à l’aide de la récupération en temps réel des données et états machines.
Vous recherchez une solution vous permettant de superviser, synthétiser et alerter ? i4 est ce qu’il vous faut !
Imprégnez vous d’une avancée considérable vers l’industrie 4.0 avec notre solution de performance opérationnelle i4. Automatisez vos process industriels et profitez d’un gain de temps, d’énergie et d’argent. La solution i4 comprend plus d’une quarantaine d’applications couvrant un vaste champ de besoins métiers.
Choisissez la solution i4, bénéfique pour votre entreprise :
- Centralisation et pilotage des processus métiers
- Bénéfice d’un prestataire unique
- Disposition d’un package complet de prestations
Avec i4, vous avez l’assurance de devenir une entreprise innovante et dynamique.
Notre solution digitale i4, un gain de temps et d’efficacité !

Venez nous rencontrer et (re)découvrez notre solution !
Infos pratiques :
Horaires :
- Mardi 27 septembre 2022 : de 9h00 à 18h00
- Mercredi 28 septembre 2022 : de 9h00 à 20h00
- Jeudi 29 septembre 2022 : 9h00 à 18h00
- Vendredi 30 septembre 2022 : 9h00 à 16h00
Adresse :
Parc des Expositions Micropolis
3 Boulevard Ouest
25000 Besançon – France
Emplacement :
Stand 408 – Hall B2
Pour en savoir plus, rendez-vous sur le site: https://micronora.com/ .